Rose Machinery LCFCMS14 Gang Rip Saws For Sale
Category
Gang Rip Saws
Manufacturer
Rose Machinery




.gif)
1 Results Found

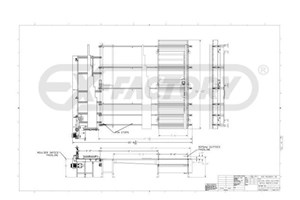
ROSE MACHINERY LCFCMS14 PANEL RIPPER TO MOULDER TRANSFER SYSTEM OUTFEED ROLLCASE: -- Outfeed Rollcase receives material from the LHI Panel Ripper at 47 1/4” elevation and drops down to place the lumber onto the Transfer Chains at 42” elevation. 66” wide rolls are 2-12” diameter steel rolls, snap in style on 12” centers. Rolls are powered by a line shaft using round Eagle Belts and a 1-1/2 HP gear-motor. The conveyor will be fabricated from tubular and sheet steel and designed to interface with the Transfer Chains. The conveyor speed is 80-120 FPM to create a gap between courses exiting the Panel Ripper. The drop will be triggered when a photocell detects the leading end of the boards, creating a far side lumber line. A pneumatic cylinder provides lifting power. When the transferred boards clear the rolls, another photocell triggers the rolls to return to the up position. Stock length handled by the Outfeed Rollcase is from 6’ to 16’. Elevation adjustment is +/- 1”.TRANSFER CHAINS: -- Transfer Chains receive material from the Outfeed Rollcase. The Transfer Chains are fabricated from tubular and structural steel. There are (6) strands of 2060H conveyor chain approximately 17’-6” CC long, leaving 11’ clear space to accumulate (2) layers of ripped strips. (2) sets of pin stops are incorporated to keep the layers separate. The conveyor is powered by a 1-1/2 HP gear motor. Conveyor speed is 90 FPM maximum. Elevation is 42” +/- 1”. LATERAL CHAIN FEED TABLE (ROSE MODEL LCFCMS14): -- Standard duty low friction flat top steel infeed chains drive the stock to the fence. The fence is adjustable for alignment with downstream equipment such as a Moulder. (3) lower powered feed rolls are smooth steel and non-marking. The feed rolls and chains are controlled by adjustable frequency drives. (3) upper pinch rolls are 5” diameter urethane. The first (2) rolls singulate pieces while (1) pinch roll keeps the board moving on the bridge. The pinch rolls are triggered by photocells. A PLC in the control cabinet cycles the outputs based on operator input. Operator controls allow for start and stop of the chains and rolls, the feed to be paused, the rolls to be reversed and speed controls. -- Fabricated structural steel frame -- Passline height 42” +/- 1” -- Stock width 2” to 9” -- Stock Thickness 1/4” to 4” -- Stock Length 6’ - 16’ -- Rolls include a variable feed rate from 60 to 300 FPM -- Feed roll drive is by a 3 HP gearmotor -- (6) infeed chains, each 50” long, are driven by a 1-1/2 HP gearmotor -- Infeed chain's variable feed rate is 20 to 75 FPM -- 2-1/2” bore air cylinders actuate the pinch rolls -- With 3/4” fence adjustment. ELECTRICAL CONTROLS: -- Controls are incorporated in the LCF Cabinet for the above Transfer System. It consists of operator controls, (2) VFDs, and additional PLC I/O and